Engineered to excel under harsh Australian climatic conditions. Designed for high efficiency, strict reliability, and seamless integration.
As the state of Victoria drives aggressively toward its net-zero emissions targets, Melbourne has rapidly transformed into a key logistical hub and testbed for heavy electric transport, commercial fleet conversions, and microgrid infrastructure. The electrification of buses, light-duty commercial vehicles, and urban delivery vans in Victoria presents distinct operational challenges. Unlike less volatile climates, Melbourne’s weather demands sophisticated cooling and thermal management solutions. EV batteries operating here must survive ambient temperature swings that vary from winter lows to intense summer heat waves reaching over 40°C. Without state-of-the-art Battery Thermal Management Systems (BTMS), high-capacity cells risk accelerated aging, decreased state-of-charge efficiency, and shortened lifecycle performance.
Shenzhen DCI Autos Co., Ltd. addresses this directly by integrating specialized liquid-cooling geometries, heat exchanger plate technologies, and smart BMS algorithms. Our hardware is engineered to withstand long transit cycles across the Mornington Peninsula, the Yarra Valley, and urban freight networks. Melbourne-based transit operators, commercial fleet managers, and industrial equipment builders require robust, high-voltage battery system architectures that comply with strict safety guidelines (AS/NZS, UN38.3, and CE standards) while delivering the reliability needed to ensure zero downtime.
Melbourne's inner-city shipping routes and public transport initiatives demand localized battery packs capable of frequent start-stop operational profiles and high charging rates without degrading the lithium cells.
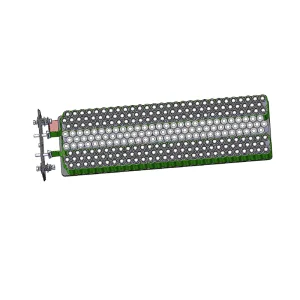
Integration of advanced liquid-cooling and heating loops to ensure battery operating temperatures remain within the optimal zone of 20°C to 35°C, even during Victorian heatwaves.
High-voltage, high-capacity containerized BESS installations to serve as buffer storage systems for DC fast-charging hubs across metropolitan highway routes.
Shenzhen DCI Autos Co., Ltd. is a professional manufacturer specializing in electric vehicle components and advanced mobility technologies for the global automotive industry. Established in 2014, the company is headquartered in Shenzhen, Guangdong Province, a leading center for innovation in electric transportation and intelligent manufacturing. Operating from a modern production facility covering 28,000 square meters and supported by more than 300 employees, DCI Autos has developed comprehensive capabilities in engineering, manufacturing, testing, and international supply chain support.
The company focuses on the development and production of battery systems, power electronics, electric drivetrain components, battery management systems (BMS), charging system components, thermal management solutions, high-voltage electrical assemblies, and integrated EV powertrain technologies. Its products are designed to support passenger vehicles, commercial electric vehicles, light-duty transportation platforms, and emerging mobility applications.
To meet the evolving requirements of the electric mobility sector, DCI Autos provides flexible OEM and ODM services, including customized component development, private-label manufacturing, system integration support, and application-specific engineering solutions. Our research and development team continuously explores innovations in electrification, energy management, lightweight design, and intelligent vehicle systems.








DCI Autos Bridges Global Innovation and Cost Efficiencies with High-Quality Local Application Integration.
Our Battery Management Systems offer high-accuracy SOC (State of Charge) and SOH (State of Health) algorithms, dynamic cell balancing, and automotive CAN-bus architecture. They interface natively with major European and Japanese commercial powertrain systems used in the Australian heavy transport market.
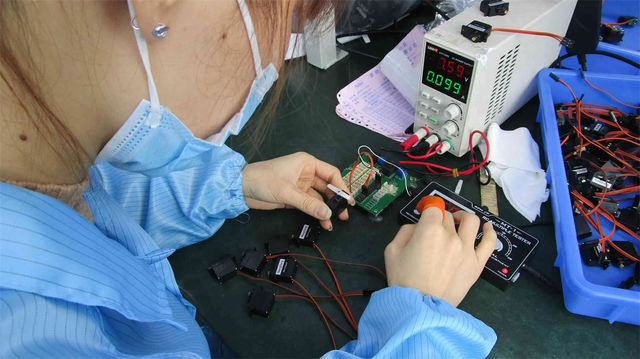
DCI Autos operates dedicated engineering laboratories and testing facilities. Every product undergoes strict validation, environmental chamber tests, cycle degradation checks, and mechanical stress verification before being exported to Melbourne clients.
With a 28,000㎡ facility and raw material sourcing directly in China's silicon valley (Shenzhen), we pass the supply chain cost advantages down to Australian engineering shops, enabling highly competitive projects.
DCI Autos designs comprehensive, containerized, and vehicular modular battery architectures.
Addressing technical, logistical, and compliance concerns for Australian procurement managers.
Discover our comprehensive collection of EV testing systems, portable solar storage, and grid-tied charging platforms.

Leverage Shenzhen DCI Autos Co., Ltd.'s advanced 28,000㎡ manufacturing plant and local compliance engineering expertise.