




Shenzhen DCI Autos Co., Ltd. is a professional manufacturer specializing in electric vehicle components and advanced mobility technologies for the global automotive industry. Established in 2014, the company is headquartered in Shenzhen, Guangdong Province—a leading hub for innovation in electric transportation and intelligent manufacturing.
Operating from a modern production facility covering 28,000 square meters and supported by more than 300 employees, DCI Autos has developed comprehensive capabilities in engineering, manufacturing, testing, and international supply chain support.
The company focuses on the development and production of battery systems, power electronics, electric drivetrain components, battery management systems (BMS), charging system components, thermal management solutions, high-voltage electrical assemblies, and integrated EV powertrain technologies.
As electric transportation shifts toward 800V fast-charging architectures, utility-scale battery energy storage systems (BESS) expand in footprint, and heavy-duty logistics demand 24/7 uptime, Thermal Management Systems (TMS) have evolved from ancillary cooling loops into the core determinant of system safety, efficiency, and lifetime longevity.
Precise temperature uniformity prevent localized hotspots. Active liquid cooling channels dissipate anomalous heat release quickly, maintaining cell boundaries well below safety thresholds to mitigate catastrophic cascading failures.
Operating batteries within their optimal sweet-spot (15°C to 35°C) yields higher round-trip efficiency (RTE), higher Coefficient of Performance (COP) in heat pumps, and reduces auxiliary energy draws by up to 30%.
Degradation mechanisms such as lithium plating, SEI layer breakdown, and capacity fade are strongly linked to high temperatures. Proper thermal balance extends battery life by 5 to 8 years in commercial applications.
"According to industrial datasets, battery cells operated repeatedly above 45°C experience accelerated aging curves that reduce system warranty life by more than 40%. Direct-liquid cooling and dual-circuit thermal units are no longer optional—they are an operational mandate."
DCI Autos is committed to continuous innovation, aligning its R&D roadmap with key transitions in power density and environmental sustainability.
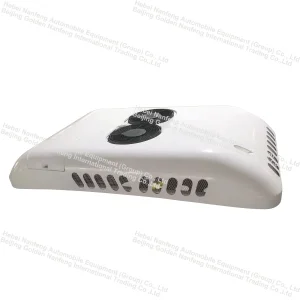
Supporting electric buses (8-12m) and class 8 logistics trucks with integrated 8kW to 80kW solutions. Our dual-loop chillers isolate high-voltage drivetrains and passenger-cabin cooling, maintaining continuous operations under high structural vibration.
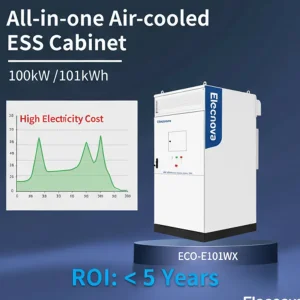
From 261kWh cabinet applications to massive 5015kWh multi-megawatt configurations, DCI Autos develops IP55 outdoor active HVAC and liquid cooling distribution units (CDUs) configured to resist dust, humidity, and extreme environmental variations.
Extending our engineering to specialized industrial requirements, including smart grease management, thermal emulsion systems, and explosion-proof heat exchangers designed for critical petrochemical and manufacturing environments.
Located in the industrial technology center of Shenzhen, DCI Autos' 28,000 square meter facility runs optimized assembly lines that integrate advanced robotics with strict quality management systems (QMS).
Our vertical integration ensures traceabilty for all components, from structural CNC milling of cold plates and automated leak testing of heat exchangers to dynamic power verification of 80kW chillers.
DCI Autos operates dedicated engineering laboratories and testing facilities where products undergo extensive validation, including environmental simulation, mechanical vibration, thermal shock, and long-term durability testing.
DCI Autos supports procurement managers and system integrators worldwide. We address key design and logistical requirements through comprehensive service layers:
Our international customer footprint spans regions with high demands for clean energy:
Our dedicated engineering teams provide technical support and field integration consulting to ensure project execution from validation phases through volume production.








Active liquid cooling provides up to three times higher thermal transfer coefficients compared to air cooling. It allows battery racks to be spaced more densely, saving physical footprint. Furthermore, liquid cooling systems maintain cell temperature variations (ΔT) within ±2°C across the system, significantly minimizing uneven cell degradation and maximizing the lifecycle performance of energy storage assets.
Yes. All of our thermal management control units are configured to communicate with master battery management systems (BMS) and vehicle control units (VCU). We support standard automotive protocols (such as CAN 2.0B, CAN FD) and industrial systems (such as Modbus TCP/RTU) to allow real-time diagnostic reporting and temperature monitoring.
Our heavy-duty vehicle cooling systems feature reinforced structural frames, elastomeric isolators, and custom brazed aluminum alloy tubes. The mechanical designs undergo sweep sine and random vibration testing to ensure compliance with the ISO 16750-3 vibration profile, protecting components from operating stresses on rough roads.
We provide full-spectrum OEM and ODM support. During the project initiation phase, our R&D engineers conduct 3D CFD thermal simulations to optimize cold-plate channels and fluid dynamics. We then create custom physical prototypes for bench-testing and field validation prior to starting high-volume automated production runs.